各种螺纹加工方法图解及螺纹计算方式
一、螺纹种类
按牙型可分为三角形、梯形、矩形、锯齿形和圆弧螺纹;
按螺纹旋向可分为左旋和右旋;
按螺旋线条数可分为单线和多线;
按螺纹母体形状分为圆柱和圆锥等。

二、螺纹的要素
螺纹包括五个要素:牙型、公称直径、线数、螺距(或导程)、旋向。
1. 牙型
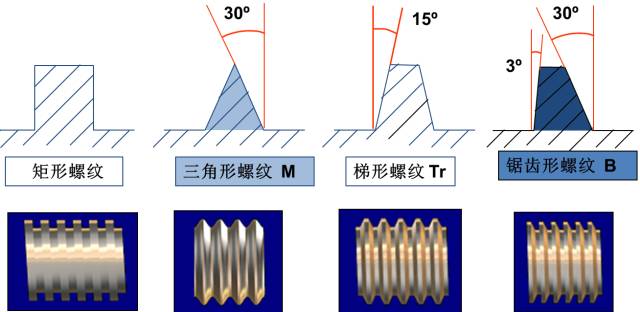
在通过螺纹轴线的剖面区域上,螺纹的轮廓形状称为牙型。有三角形、梯形、锯齿形、圆弧和矩形等牙型。
螺纹的牙型比较:
2. 直径
螺纹有大径(d、D)、中径(d2、D2)、小径(d1、D1),在表示螺纹时采用的是公称直径,公称直径是代表螺纹尺寸的直径。
普通螺纹的公称直径就是大径。
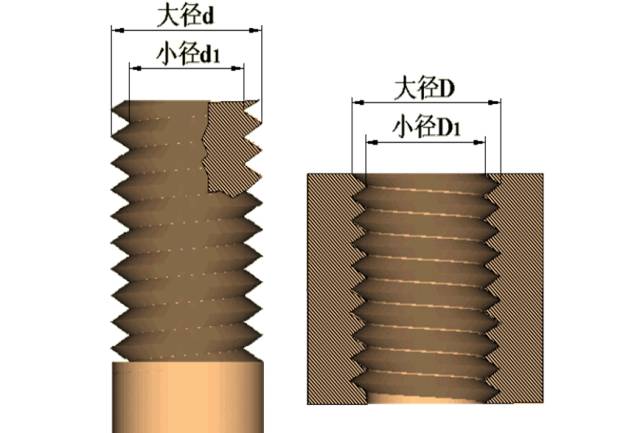
外螺纹(左) 内螺纹(右)
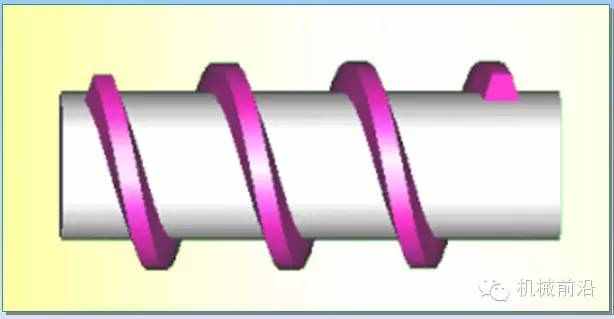
3. 线数
沿一条螺旋线形成的螺纹称为单线螺纹,沿轴向等距分布的两条或两条以上的螺旋线形成的螺纹称为多线螺纹。
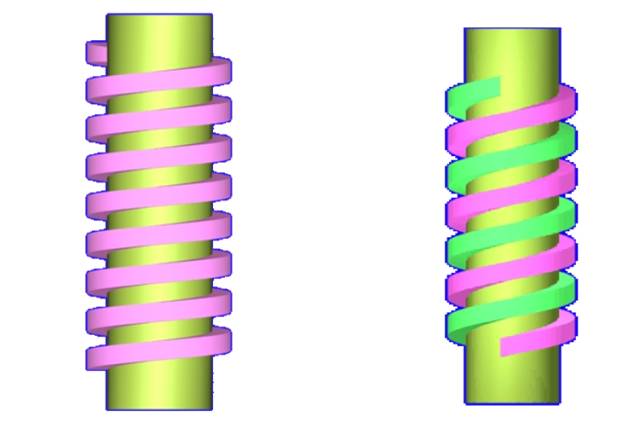
单线螺纹(左) 双线螺纹(右)
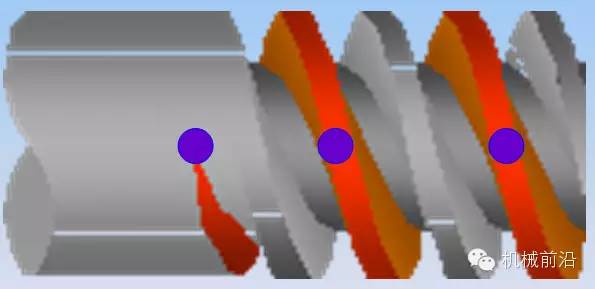
4. 螺距和导程
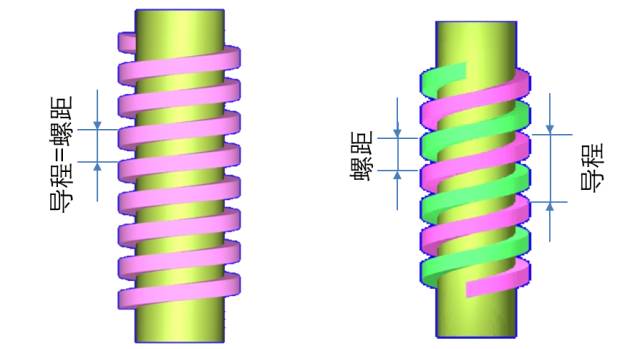
螺距(p)是相邻两牙在中径线上对应两点间的轴向距离。
导程(ph)是同一条螺旋线上的相邻两牙在中径线上对应两点间的轴向距离。
单线螺纹时,导程=螺距;多线螺纹时,导程=螺距×线数。
5. 旋向
顺时针旋转时旋入的螺纹称为右旋螺纹;
逆时针旋转时旋入的螺纹称为左旋螺纹。
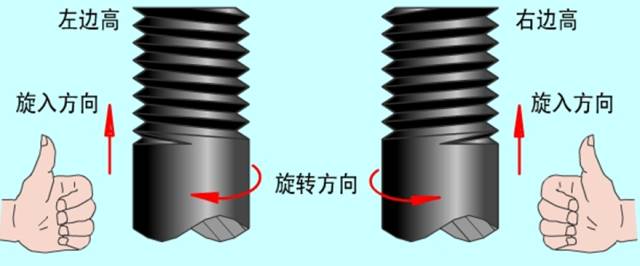
左旋螺纹 右旋螺纹
螺纹也是零件上常见的表面之一,它有多种形式,按用途的不同可分为如下两类:
(1)紧固螺纹
它用于零件间的固定连接,常用的有普通螺纹和管螺纹等,螺纹牙型多为三角形。
对普通螺纹的主要要求是可旋人性和连接的可靠性;对管螺纹的主要要求是密封性和连接的可靠性。
(2)传动螺纹
它用于传递动力、运动或位移,如丝杠和测微螺杆的螺纹等,其牙型多为梯形或锯齿形。
对于传动螺纹的主要要求是传动准确、可靠,螺牙接触良好及耐磨等。
| 车螺纹 |
螺纹加工方案及其选择
1. 螺纹加工方法
螺纹常用的切削加工方法有车螺纹、铣螺纹、磨螺纹、攻螺纹和套螺纹等;少无切削加工方法有搓螺纹和滚螺纹等;特种加工方法有电火花加工和电火花共轭同步回转加工等。
2. 螺纹加工方案及其选择
1、德国螺纹刀具C.P.T.的加工螺纹视频
图中列出螺纹加工方案,按其主干可归纳为五类,即车(铣)类、车(铣)磨类、攻套类、滚压类和特种加工类。
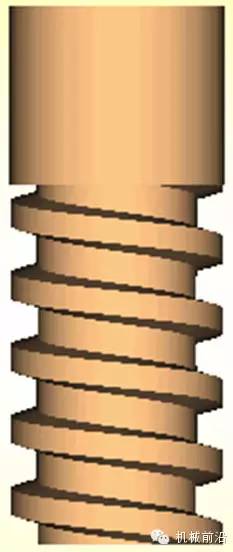
一.螺纹
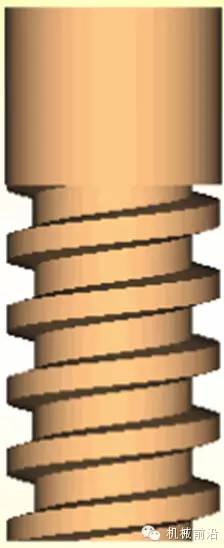
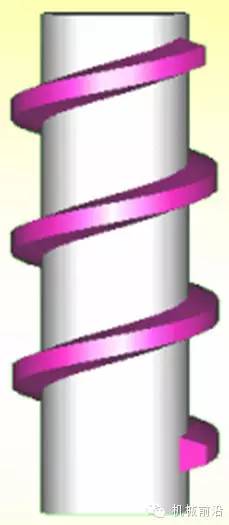
1.螺纹的形成
一平面图形(如三角形、矩形、梯形等)绕一圆柱(或圆锥)作螺旋运动,形成一圆柱(或圆锥)螺旋体。工业上,常将该螺旋体称为螺纹。
 |
 |
| 单线 | 多线 |
2.螺纹旋向
螺纹有右旋和左旋之分。顺时针旋转时旋入的螺纹,称右旋螺纹;逆时针旋转时旋入的螺纹,称左旋螺纹。工程上常用右旋螺纹。
 |
 |
| 左旋 | 右旋 |
3.螺纹线数
螺纹有单线和多线之分。沿一根螺旋线形成的螺纹称单线螺纹;沿两根以上螺旋线形成的螺纹称多线螺纹。连接螺纹大多为单线。
 |
 |
| 单线 | 多线 |
4.螺纹的种类
螺纹按用途可分为连接螺纹(普通螺纹、管螺纹等)和传动螺纹(梯形、锯齿形等);
 |
 |
| 连接螺纹:钟表螺丝 | 连接螺栓 |
 |
 |
| 传动螺纹 台虎钳 | 传动螺纹:升降台 |
按牙型可分为三角形、梯形、锯齿形等;
按螺纹要素是否标准分标准螺纹、特殊螺纹和非标准螺纹(仅牙型符合标准称为特殊螺纹,牙型不符合标准称为非标准螺纹)。
二.螺纹的技术要求
螺纹也和其他类型的表面一样,有一定的尺寸精度、形位精度和表面质量的要求。由于它们的用途和使用要求不同,技术要求也有所不同。
对于紧固螺纹和无传动精度要求的传动螺纹,一般只要求中径、外螺纹的大径、内螺纹的小径的精度。
对于有传动精度要求或用于读数的螺纹,除要求中径和顶径的精度外,还要求螺距和牙型角的精度。为了保证传动或读数精度及耐磨性,对螺纹表面的粗糙度和硬度等也有较高的要求。
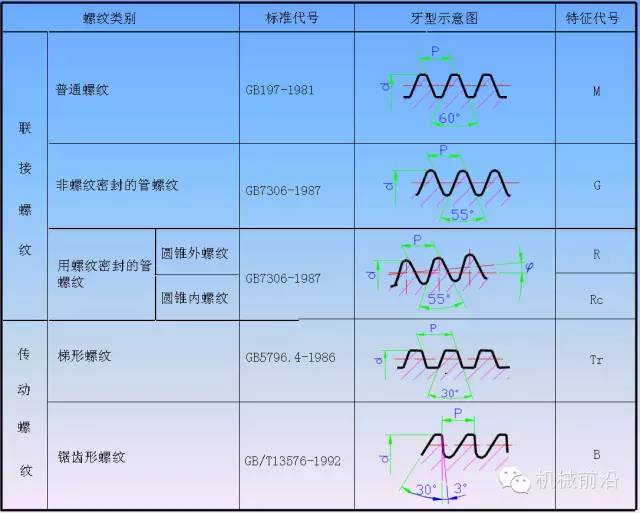
| 常见标准螺纹的类别、标准编号、牙型及特征代号 |
 |
螺纹的加工方法很多,可以在车床、钻床、螺纹铣床、螺纹磨床等机床上利用不同的工具进行加工。选择螺纹的加工方法时,要考虑的因素较多,其中主要的是工件形状、螺纹牙型、螺纹的尺寸和精度、工件材料和热处理以及生产类型等。下表列出了常见螺纹加工方法所能达到的精度和表面粗糙度,可以作为选择螺纹加工方法的依据和参考。
各种螺纹加工方法所能达到的精度和表面粗糙度
| 加工方法 | 精度等级(GB197-81) | 表面粗糙度Ra |
|---|---|---|
| 攻螺纹(俗称攻丝) | 6~7 | 1.6~6.3 |
| 套螺纹(俗称套扣) | 7~8 | 1.6~3.2 |
| 车削 | 4~8 | 0.4~1.6 |
| 铣刀铣削 | 6~8 | 3.2~6.3 |
| 旋风铣削 | 6~8 | 1.6~3.2 |
| 磨削 | 4~6 | 0.1~0.4 |
| 研磨 | 4 | 0.1 |
| 滚压 | 4~8 | 0.1~0.8 |
表面粗糙度Ra
1.攻丝和套扣
攻丝和套扣是应用较广的螺纹加工方法。对于小尺寸的内螺纹,攻丝几乎是唯一有效的加工方法。单件小批生产中,可以用手用丝锥手工攻丝;当批量较大时,则应在车床、钻床或攻丝机上用机用丝锥加工。套扣的螺纹直径一般不超过16 mm,它既可以手工操作,也可以在机床七进行。
由于攻丝和套扣的加工精度较低,主要用于加工精度要求不高的普通螺纹。
2.小螺纹加工方法
在车床上可以车削外螺纹、内螺纹;
对于加工直径较小的螺孔,可先钻出光孔,再用丝锥攻丝得到。
钻削加工螺纹
 |
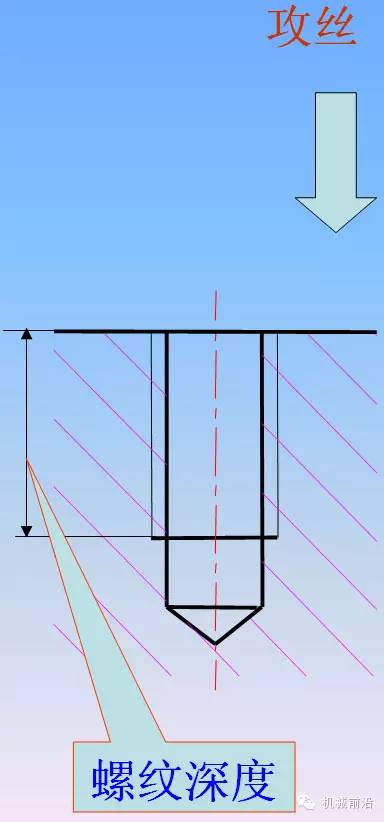 |
| 钻孔 | 攻丝 |
3.车螺纹
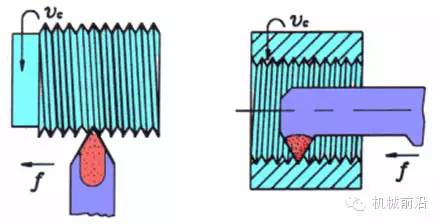 |
| 车削内、外螺纹 |
螺纹加工方法
螺纹在机床上加工
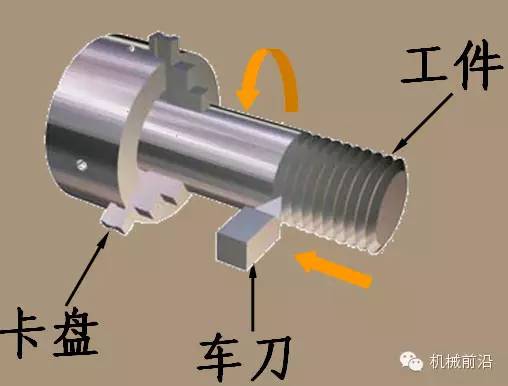 |
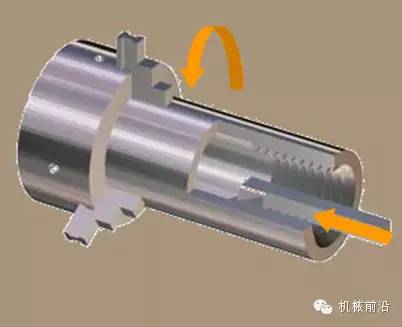 |
| 外螺纹 | 内螺纹 |
4.铣螺纹
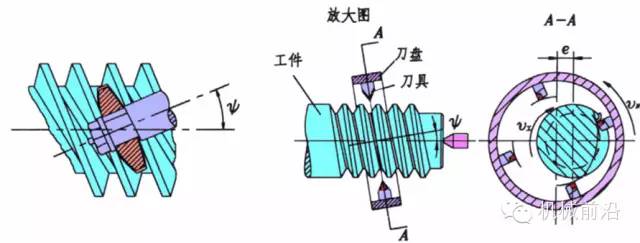 |
| 铣削加工螺纹 |
5.磨螺纹
 |
| 磨削螺纹 |
螺纹的计算公式,你还有补充吗?
一、 60°牙型的外螺纹中径计算及公差(国标GB 197/196)
a. 中径基本尺寸计算:螺纹中径的基本尺寸=螺纹大径-螺距×系数值。
公式表示:d/D-P×0.6495
例:外螺纹M8螺纹中径的计算
8-1.25×0.6495=8-0.8119≈7.188
b. 常用的6h外螺纹中径公差(以螺距为基准)。
上限值为“0”
下限值为P0.8-0.095 P1.00-0.112 P1.25-0.118
P1.5-0.132 P1.75-0.150 P2.0-0.16
P2.5-0.17
上限计算公式即基本尺寸,下限值计算公式d2-hes-Td2即中径基本尺寸-偏差-公差。
M8的6h级中径公差值:上限值7.188 下限值:7.188-0.118=7.07。
c. 常用的6g级外螺纹中径基本偏差:(以螺距为基准)。
P 0.80-0.024 P 1.00-0.026 P1.25-0.028 P1.5-0.032
P1.75-0.034 P2-0.038 P2.5-0.042
上限值计算公式d2-ges即基本尺寸-偏差
下限值计算公式d2-ges-Td2即基本尺寸-偏差-公差
例M8的6g级中径公差值:上限值7.188-0.028=7.16 下限值:7.188-0.028-0.118=7.042。
注:(1)以上的螺纹公差是以粗牙为准,对细牙的螺纹公差相应有些变化,但均只是公差变大,所以按此控制不会越出规范界限,故在上述中未一一标出。
(2)螺纹的光杆坯径尺寸在生产实际中,根据设计要求的精度和螺纹加工设备的挤压力的不同而相应比设计螺纹中径尺寸加大0.04—0.08之间,为螺纹光杆坯径值,例我们公司的M8外螺纹6g级的螺纹光杆坯径实在7.08—7.13即在此范围。
(3)考虑到生产过程的需要外螺纹,在实际生产的未进行热处理和表面处理的中径控制下限应尽量保持在6h级为准。
二、 60°内螺纹中径计算及公差(GB 197 /196)
a. 6H级螺纹中径公差(以螺距为基准)。
上限值:
P0.8+0.125 P1.00+0.150 P1.25+0.16 P1.5+0.180
P1.25+0.00 P2.0+0.212 P2.5+0.224
下限值为”0”,
上限值计算公式2+TD2即基本尺寸+公差。
例M8-6H内螺纹中径为:7.188+0.160=7.348 上限值:7.188为下限值。
b. 内螺纹的中径基本尺寸计算公式与外螺纹相同,即D2=D-P×0.6495即内螺纹中径螺纹大径-螺距×系数值。
c. 6G级螺纹中径基本偏差E1(以螺距为基准)。
P0.8+0.024 P1.00+0.026 P1.25+0.028 P1.5+0.032
P1.75+0.034 P1.00+0.026 P2.5+0.042
例:M8 6G级内螺纹中径上限值:7.188+0.026+0.16=7.374
下限值:7.188+0.026=7.214
上限值公式2+GE1+TD2即中径基本尺寸+偏差+公差
下限值公式2+GE1即中径尺寸+偏差
三、 外螺纹大径的计算及公差(GB 197/196)
a. 外螺纹的6h大径上限值即螺纹直径值
例M8为φ8.00上限值公差为”0”。
b. 外螺纹的6h级大径下限值公差( 以螺距为基准)。
P0.8-0.15 P1.00-0.18 P1.25-0.212 P1.5-0.236 P1.75-0.265
P2.0-0.28 P2.5-0.335
大径下限计算公式:d-Td 即螺纹大径基本尺寸-公差。
例:M8外螺纹6h大径尺寸:上限为φ8,下限为φ8-0.212=φ7.788
c. 外螺纹6g级大径的计算与公差。
6g级外螺纹的基准偏差( 以螺距为基准)
P0.8-0.024 P1.00-0.026 P1.25-0.028 P1.5-0.032 P1.25-0.024 P1.75 –0.034
P2.0-0.038 P2.5-0.042
上限计算公式 d-ges 即螺纹大径基本尺寸-基准偏差
下限计算公式 d-ges-Td 即螺纹大径基本尺寸-基准偏差-公差
例:M8 外螺纹6g级大径 上限值φ8-0.028=φ7.972。
下限值φ8-0.028-0.212=φ7.76
注:(1)螺纹的大径是由螺纹光杆坯径及搓丝板/滚丝轮的牙型磨损程度来决定的,而且其数值在同样毛坯及螺纹加工工具的基础上与螺纹中径成反比出现。即中径小则大径大,反之中径大则大径小。
(2)对需进行热处理和表面处理等加工的零件,考虑到加工过程的关系,实际生产时,应将螺纹大径控制在6h级的下限值加0.04mm以上,如M8的外螺纹在搓(滚)丝的大径应保证在φ7.83以上和7.95以下为宜。
四、 内螺纹小径的计算与公差
a. 内螺纹小径的基本尺寸计算(D1)。
螺纹小径基本尺寸=内螺纹基本尺寸-螺距×系数
b. 内螺纹6H级的小径公差(以螺距为基准)及小径值计算。
P0.8 +0. 2 P1.0 +0. 236 P1.25 +0.265 P1.5 +0.3 P1.75 +0.335
P2.0 +0.375 P2.5 +0.48
内螺纹6H级的下限偏差公式D1+HE1即内螺纹小径基本尺寸+偏差。
注:6H级的下偏值为“0”
内螺纹6H级的上限值计算公式=D1+HE1+TD1即内螺纹小径基本尺寸+偏差+公差。
例:6H级M8内螺纹小径的上限值 6.647+0=6.647
6H级M8内螺纹小径的下限值 6.647+0+0.265=6.912
c. 内螺纹6G级的小径基本偏差( 以螺距为基准)及小径值计算。
P0.8 +0.024 P1.0 +0.026 P1.25 +0.028 P1.5 +0.032 P1.75 +0.034
P2.0 +0.038 P2.5 +0.042
内螺纹6G级的小径下限值公式=D1+GE1,即内螺纹基本尺寸+偏差。
例:6G级M8内螺纹小径的下限值 6.647+0.028=6.675
6G级M8内螺纹小径的上限值公式D1+GE1+TD1即内螺纹基本尺寸+偏差+公差。
例:6G级M8内螺纹小径的上限值是6.647+0.028+0.265=6.94
注:(1)内螺纹的牙高直接关系到内螺纹的承载力矩的大小,故在毛坯生产中应尽量在其6H级上限值以内。
(2)在内螺纹的加工过程中,内螺纹小径越小会给加工具——丝锥的使用效益有所影响。从使用的角度讲是小径越小越好,但综合考虑时一般采用小径的在中限至上限值之间,如果是铸铁或铝件时,应采用小径的下限值至中限值之间。
(3)内螺纹6G级的小径,在毛坯生产中可按6H级执行,其精度等级主要考虑螺纹中径的镀层,故只在螺纹加工时考虑丝锥的中径尺寸,而不必考虑光孔的小径。
2、让你大开眼界的外螺纹滚压加工!
3、螺纹加工旋风铣刀加工视频
■■■
版权声明:由于部分文章来源于网络,另外有些文章推送时未能及时与原作者
取得联系。若涉及以上版权问题,敬请原作者联系我们删除或处理。 返回搜狐,查看更多
责任编辑: